
الکترود جوشکاری ریل-جوشکاری ریل قطار
الکترود جوشکاری ریل-جوشکاری ریل قطار
جوشکاری ریل قطار
راه آهن یک روش جمل و نقل زمینی برای انتقال مسافر و بار می باشد.
ایران از موقعیت مهم و استراتژیکی در بخش ارتباطات جهانی برخوردار است.
به طوری که آن را پل ارتباطی غرب و شرق می دانند.
خطوط ریلی کشور وسیله ای مناسب و کم هزینه برای برقراری این ارتباط می باشد.
از طرفی در داخل کشور نیز یکی از بهترین، ایمن ترین و ارزان ترین راه ها برای سفر بین شهرها، استفاده از قطار می باشد.
**جوشکاری در صنایع ریلی
در صنعت راه آهن ريل و چرخ قطار هر دو از جنس فلز هستند و بنابراين اصطکاک فلز به فلز مابين آنها وجود دارد.
همچنين در نقاطي از ريلها چون سوزنها و تقاطها, علاوه بر سايش, ضربه نيز وجود دارد.
بسياري از چنين عيوباتي را ميتوان توسط جوشکاري تعمير کرد.
**برخي از موارد اين تعميرات عبارتند از:
سوزن
سوزنهاي قطار و ساپورت ريلهاي کنار آنها در اثر سايش چرخ قطار و ريل و برخي اوقات در اثر ضربات وارد شده, دچار تخريب ميشوند.
ريلهاي سوزن بسيار گران هستند و تعويض آنها هزينه بر مي باشد.
اين سوزنها را بخوبي ميتوان توسط جوشکاري تعمير کرد و جالب آن است
که بدليل استفاده از مواد سخت پوشاني ,عمر سوزن تعمير شده از سوزن نو بيشتر است.
براي تعمير سوزن از الکترود E1-UM-300 با سختي HRC30 استفاده ميشود
.ريلهاي ساپورت را نيز ميتوان با سيم توپودري OK 15.43 (ساخت شرکت ايساب ,معادل استاندارد ندارد) جوشکاري کرد.
جوشکاري اين دو قطعه بسيار مشکل بوده و بدليل نازک بودن ريل سوزن
,مي بايست تمهيداتي را جهت جلوگيري از پيچش در آن بکار برد.
ريل بايد پيش از جوشکاري پيشگرم شود و بعد از جوشکاري نيز به آرامي و زير عايقي از جنس پشم سنگ, سرد گردد.
شکل زیر نمايي از يک سوزن تعمير شده را نشان ميدهد.
پس از انجام جوشکاري ريل را با سنگ زني به ابعاد اوليه ميرسانند.
**جوشکاری ریل قطار
جوشکاری یکی از قسمت های محوری صنعت راه آهن است .
زمانی که 100 ها سال قبل ریل های استیل معرفی شدند ، جوشکاری مهم ترین فاکتور برای اتصال این ریل ها بود .
جوشکاری شات یا پرتابی نمونه اولیه جوشکاری اسپات بود که در سال 1932 اختراع شد.
این نوع جوشکاری برای اتصال استیل به یکدیگر به کار می رود .
با پیشرفت سریع راه آهن، ریل های بیشتر و بیشتری با استفاده از تکنولوژی جوشکاری به یکدیگر متصل می شوند .
جوشکاری راه آهن، برای ریل های معمولی تا پیشرفته مورد استفاده قرار می گیرد .
با عبور قطار از روی ریل اگر از جوشکاری برای چسباندن ریل ها استفاده شود دیگر بین آن ها فاصله بوجود نخواهد آمد .
از جمله انواع جوشکاری مورد استفاده در صنعت راه آهن ،
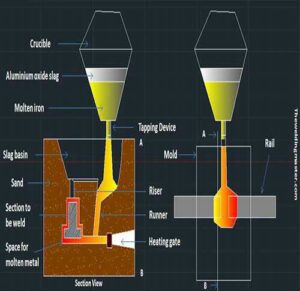
می توان به جوشکاری ریل فلش لب به لب ، جوشکاری با استفاده از فشار گاز، جوشکاری ترمیت و جوشکاری قوس الکتریکی اشاره کرد .
**ماشین آلات و ابزارکاری جوشکاری-الکترود جوشکاری ریل
لازم است که تمامی ادوات مورد استفاده برای انجام عملیات جوشکاری سالم بوده و صحت عمل کرد آنها توسط پیمانکار کنترل شده
و قبل از شروع عملیات جوشکاری صحت آنها مورد تأیید دستگاه نظارت قرار گیرد.
پیمانکار نباید از ابزاری که عملکرد آنها با مشکل همراه است، استفاده کند.
این وسایل و ماشین آلات شامل ماشین جوشکاری برقی، ماشین آلات پیش گرمایش، سنگ زنی (بغل زنی و روزنی)،
قیچیهای برش اضافات جوش، فرمهای ترمیت، ترمیت، گلدان و … است.
همچنین این وسائل باید از نظر تعداد برای انجام عملیات جوشکاری، طبق برنامه ریزی انجام شده کافی باشند.

**بررسیهای حین انجام جوش ترمیت
- قبل از جوشکاری، سر ریلها بازدید شوند تا هیچگونه لهیدگی در آنها موجود نباشد.
- در صورت وجود لهیدگی، سر ریل باید بریده و آماده شود. بعلاوه سر ریلها باید عاری از هرگونه آلودگی از قبیل زنگ زدگی، روغن، گریس و … باشد و کاملاً تمیز شود (به فاصله cm ۱۵ از سر ریل).
- چروکها (پلیسهها) و زائدههای موجود بر روی ریلها با سوهان زدن و برس سیمی برداشته شود.
- قالب مناسب انتخاب شود (برای ریل U33 نوع SMW و برای ریل R60 نوع SMW-F). قالبها باید قبل از مصرف مورد تایید دستگاه نظارت قرار گرفته و قابلیت عبور گاز آنها مناسب باشد.
- قبل از جوشکاری در مسیر مستقیم چهار تراورس و در مسیر قوس شش تراورس از طرفین درز جوش باید باز شود.
- برای هر جوش باید دو نفر مشغول به کار شوند. نفر اول شروع به پیش گرم کردن ریل در منطقه داخل قالب کند و نفر دوم مشغول آماده کردن ترمیت و گلدان شود. بطوریکه بعد از پایان پیش گرم کردن، ترمیت در گلدان آماده باشد.
- قسمتهای اضافی و قالب احاطه کننده آن باید تا سردشدن کامل جوش در جای خود باقی بماند و از خراب کردن آنها خودداری شود. بعد از سردشدن جوش این قطعات به سادگی حذف شده و از بین میروند.
- کنترل ظاهری جوش طبق دستورالعمل بطور خلاصه شامل کنترل افتادگی در جوش، داخل یا خار ج بودن جوش، بلند بودن جوش و سایر عیوب ظاهری است که در بخش مربوط به کنترل مشخصات هندسی آورده شده است.
- پس از هر جوشکاری، بالاست زیر تراورسهایی که در مجاورت و دو طرف محل جوشکاری قرار گرفتهاند، باید به محض از بین رفتن گرمای حاصله از جوشکاری مستحکم شود.

بازرسی و کنترل کیفیت جوشکاری درز ریل و آزمایشهای آن
- بعد از عملیات جوشکاری و سرد شدن ظاهر جوش باید از نظر عیوب احتمالی کنترل شود.
- این عیوب میتواند به صورت افتادگی در جوش، داخل یا خارج بودن، بلند بودن جوش، حفرهدار بودن ظاهر جوش و سایر عیوب ظاهری باشد.
- قسمت تحتانی محل جوش باید با استفاده از یک آینه به دقت مورد بازرسی قرار گیرد تا اطمینان حاصل شود که حفره یا سرباره ندارد.
- منطقه وسط جوش با سختی سنجی پرتابل توسط بازرسین برای مقایسه با نمونههای استاندارد، سختیسنجی شود.
- با دستگاه پرتابل، آزمایش ترکیابی انجام گیرد.
- از هر ۴۰۰ الی ۵۰۰ عدد جوش و یا در پایان هر ماه کاری باید یک نمونه جوش توسط بازرس کیفیت انتخاب شده و تحت
- آزمایشهای متالوگرافی، خستگی و تجزیه شیمیایی قرار گیرد و کیفیت آن بررسی شود.
- در صورت رد شدن این جوش عملیات جوشکاری تا رفع عیب باید متوقف شود.
- در این صورت با بررسی روش جوشکاری اشکال موجود در آن پیدا شده و جوشهای قبل از آن نیز بررسی میشوند تا در صورت وجود عیب اقدام به از بین بردن جوشهای معیوب شود و جوشکاری مجددا صورت گیرد.
- بدیهی است که در زمان انجام آزمایشها، جوشکاری همچنان ادامه مییابد.
- گزارش مربوط به کیفیت جوشها و نتایج حاصل از آزمایشها باید به صورت هفتگی از طریق مأمور کنترل و با اطلاعاتی چون شماره بند جوش، درجه حرارت ریل، درجه حرارت هوا، زمان جوشکاری و نام مأمور کنترل، تنظیم شود.

